
Industrial submersible pumps have been playing vital roles in several industries by enabling efficient liquid transfer in applications where most other types of pumps often can’t deliver.
In operation, while fully submerged, such pumps are designed to meet various demands created by the nature of fluids ranging from clean water to abrasive slurries.
In this article, the definition of industrial submersible pumps will be discussed, together with their advantages, how they operate, types of pumps available, materials used in constructing them, and finally, the importance of their applications in contemporary industries.
Learn More:
- The Ultimate Guide to Industrial Submersible Pumps
- Oil and Gas Submersible Pumps – A Comprehensive Guide for Potential Buyers
- The Best Submersible Pumps in Agriculture: Ultimate Guide
What are Industrial Submersible Pumps?
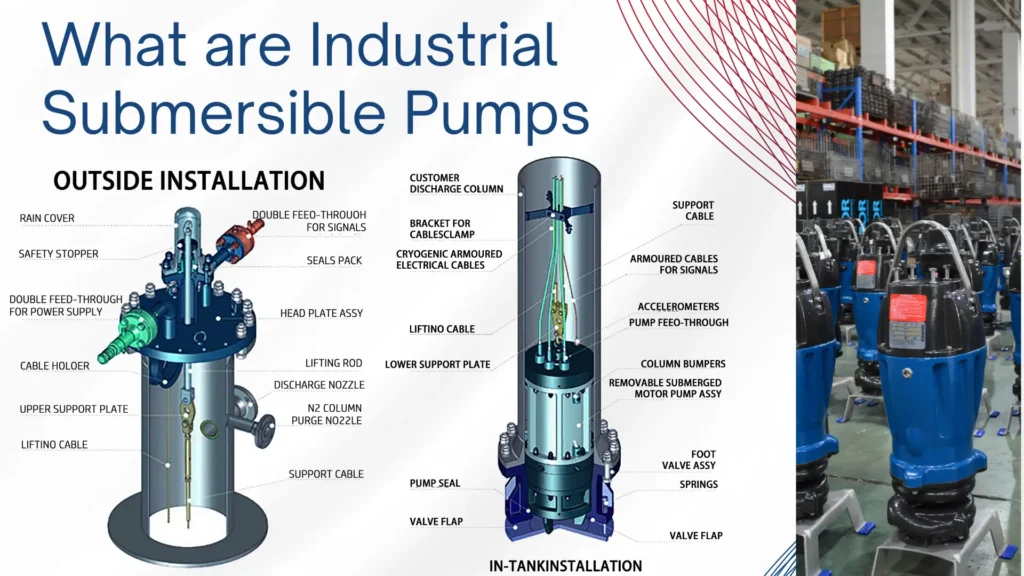
Industrial submersible pumps are machinery that operate by submerged action in the liquids that they move.
Definition
The pumps comprise of a hermetically sealed motor that operates underwater, hence effectively transferring the fluid.
Unlike other pumps, that suck the liquid from over their heads, the submersible pumps push the fluid upwards through a pipe called a discharge pipe.
Because of the inbuilt structure, there is minimal loss of energy, hence an increase in efficiency.
Applications
Submersible pumps find their application in as many forms.
For instance, they are extremely important in wastewater treatment, whereby sewage is transferred from underground to the treatment plants.
In mining, for instance, they get rid of building groundwater, while in irrigation of farmland, they provide water from deep lying wells to crops.
Importance
This aspect of operating underwater confers immense benefits from pumps stationed above ground.
The major advantage pertains to the minimal chances of cavitation-a sort of damaging effect when the pressure within the pump falls too low-a fate a submersible pump will most likely face.
This feature not only prolongs the life span of the pump but also ensures better efficiency on the whole; thus, they can easily be deployed for industrial purposes as a reliable means.
Product Recommend:
Advantages of Using Submersible Pumps in Industry
Submersible pumps have many advantages that make them highly attractive for industrial applications.
Efficiency
Submersible pumps are much more efficient as opposed to surface pumps, given their submerged nature.
They have lesser consumption of energy since they only need to push the fluid to the surface rather than having to make extra energy to lift the water from a high elevation.
Efficiency in operation means it has lesser operational costs and reduced energy bills, adding onto its economic viability.
Compact Design
The compact nature of the submersible pumps allows them to fit in places where it seems space may be a problem.
Starting from construction sites to sewage treatment plants, and sometimes in the basement right inside your house, these machines can squeeze into small spaces without necessarily losing their performance.
This is important in industries that really need space optimization.
Versatility
Submersible pumps are very versatile and can handle all sorts of liquids, ranging from clean water and wastewater through chemicals to slurries containing solid content.
This no doubt extends their applications rather widely, ranging from municipal water management to chemical processing and hence serves a wide range of pumping requirements.
How Do Submersible Pumps Work
Knowledge of the mechanical way submersible pumps work will go a long way in appreciating their efficiency.
Motor and Impeller
At the heart of any submerged pump is an impeller-driven motor. Centrifugal force from the motor sends the fluid through the pump as it spins.
This action, continuously in action, creates a pressure differential to pull more liquid into the pump for a continuous flow rate.
Sealing
The submersible pumps are installed with hermetic seals in order to prevent the ingress of water inside the motor.
Seals are designed to bear the pressure of the surrounding fluid, which ensures that any moisture will not reach the motor.
This protective measure is responsible for the reliability and long service life of the pump in environments that are uninhabitable by design.
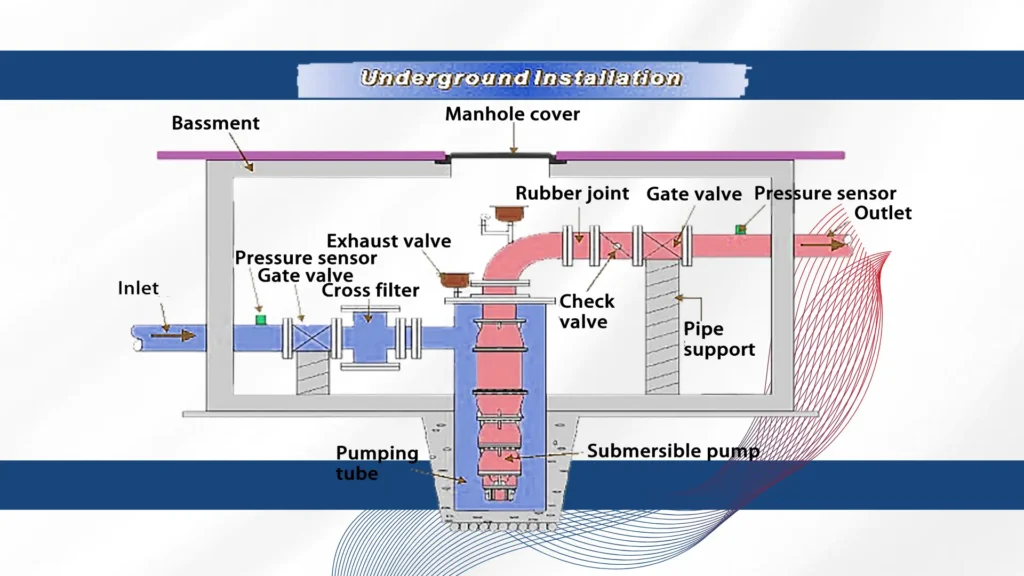
Discharge
Once it reaches the surface, the fluid is directed through a discharge pipe to wherever it is required.
This might be to a treatment facility, a storage tank, or any other location requiring the liquid to be moved or stored elsewhere.
This is the point where the efficient discharge mechanism sees to it that the liquid being transferred is conveyed to its intended destination without any unnecessary delays.
Different Types of Industrial Submersible Pumps
Submersible pumps are offered in a variety to suit different applications and environments.
Sewage Pumps
Sewage pumps are robust and sturdy, designed to handle both solid and liquid wastes.
Sewage pumps are widely used in municipal sewage systems and treatment plants.
They pump sewage from underground pipes upwards into the treatment facilities.
The operating conditions for sewage applications are severe; therefore, sewage pumps are usually fitted with larger impellers and robust construction.
Drainage Pumps
The pumps for drainage work great for dewatering and, therefore, are always in huge demand at construction sites, in basements, and at flooded areas.
They remove extra water very effectively, saving from additional damage and ensuring safety.
These are rapid-action pumps meant for quick removal of water and thus become an essential element in any situation arising out of water accumulation.
Slurry Pumps
Slurry pumps are designed to handle liquid-solid particles mixtures. Operating in mining, they can handle highly abrasive materials, hence their popular application in the transportation of slurries in industry processes.
Their construction design often features reinforcement with hard materials that could bear wear and tear associated with conveying fluids laden with solids.
Deep Well Pumps
These are pumps designed to pump water from sources deep into the ground; they are vital for irrigation in agriculture and supplying water to municipalities.
Deep well pumps usually possess a long shaft and uniquely designed impellers for efficiency at great depths to ensure dependable access to water.

Materials Used in Submersible Pumps
Material variety is one factor that plays a major role in the making of submersible pumps, guaranteeing their durability, performance, and applicability.
Each material contributes with exclusive properties to satisfy specific requirements for operation, enabling pumps to work efficiently in different environments.
Stainless Steel
Corrosion Resistance
Such properties are quite essential in pumps, which often have to operate under extremely adverse conditions such as in wastewater treatment or chemical processing, as any exposure to such corrosive media rapidly degrades less durable materials.
Through using stainless steel, the manufacturer provides for a pump that not only withstands these aggressive conditions but does so reliably.
Strength and Durability
This strength enables the manufacture of pumps that could be put through high pressures and heavy conditions of operation without compromising their structural integrity.
Hence, stainless steel pumps are more durable, which means less frequency in replacement and maintenance.
Hygienic Properties
The non-porous surface of stainless steel will minimize the risk of bacterial growth in areas where cleanliness is most paramount, such as food processing or pharmaceutical industries.

Thermoplastics
Lightweight and Inexpensive
This is good for those applications that require easy handling with great mobility.
Generally, thermoplastics are cheaper compared to metals; thus, they can be cost-effective in some applications.
Versatility
The adaptability of thermoplastics allows them to be molded into even the most complicated shapes.
This is what allows the design of pumps to suit particular operational requirements.
This can be quite innovative as it heightens performance and efficiency.
Cast Iron
Resilience and strength
Over the years, cast iron has been cited as the most durable and long-lasting material.
Pumps that use cast iron can take multiple forms of applications of wastewater and sewage owing to the mechanical nature in which they are subjected to abrasive particles and high flow rates.
Long performance with certainty ensures fewer repairs or changeovers of such pumps.
Heat Dissipation
The dissipation of heat in cast iron is very good, hence it dissipates efficiently during operation.
In heavy-duty applications where pumps operate without stoppage, this property is important to keep the operating temperature within an operating envelope without overheating.
Cost-Effectiveness
As heavy as cast iron may be, it is often much lesser in amount when one saves money on it.
Long life and integrity of structure mean that maintenance costs are low, and replacements of such pumps keep costs at a minimal; hence, investments in cast iron pumps are pretty wise for industries reliant on fluid management.

Conclusion
Submersible industrial pumps are among those very important factors that make any modern, efficient industrial operation so.
Besides the fact that their design provides them with the capacity to work when completely submerged, their versatility and efficiency make them very vital across many sectors.
The ability to understand the different types of submersible pumps, their operational mechanics, and the materials that go into making them up will make a potential buyer more informed in making choices that appeal most to their needs.
Besides operational efficiency, investing in the right submersible pump can bring enormous cost benefits, hence it’s a very prudent investment to be considered for an industrial application.