Submersible pumps have been designed to operate without any noise, submerged in water with efficiency, hence availing a unique solution to several problems encountered in agriculture, construction, and wastewater management.
From energy-efficient designs to handling a wide range of fluids, submersible pumps provide solutions that help augment productivity while reducing operational costs.
This guide looks closer at the different types of industrial submersible pumps, their uses, and the main features one should pay attention to while choosing a suitable pump to answer specific needs.
Whether to buy a new pump or simply to expand knowledge, this general overview is certainly going to equip one with the necessary lights for decision-making in one’s strategy for fluid management.
Learn More:
- Oil and Gas Submersible Pumps – A Comprehensive Guide for Potential Buyers
- The Best Submersible Pumps in Agriculture: Ultimate Guide
- Understanding Industrial Submersible Pumps: Definition, Advantages, and Types
What are the advantages of industrial submersible pumps?
The main advantage with these pumps is their compact size, which can be installed in a small space without the need to utilize any complex piping system. It saves not only physical space but also reduces the risk of leaks and spills associated with surface pumps.
Moreover, the pumps save on energy, which could translate to lower energy costs over time; consider it a cost-effective alternative for enterprises.
How do industrial submersible pumps work?
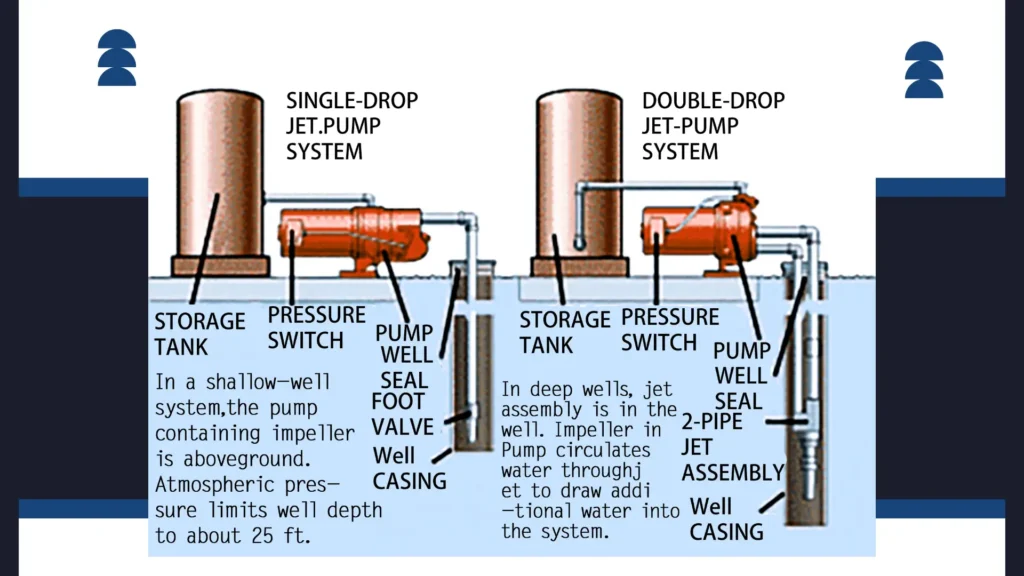
Submersible pumps work through electrical energy conversion to mechanical energy via a submerged motor in the fluid, which drives the motor powering the impeller. It creates a pressure differential at the time of operation.
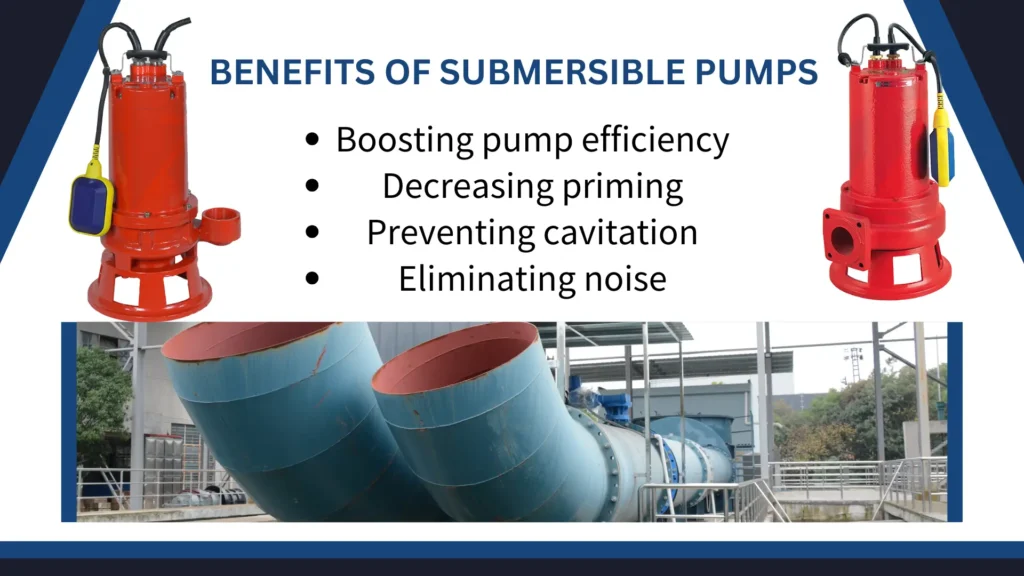
A differential that draws liquid into the pump and discharges at the surface. Since the pump is under the water, this takes away the need for priming, common with the surface pumps.
This, in turn provides a design that increases reliability and reduces the risk of a condition that may damage pumps, referred to as cavitation.
Generally, the mechanics involved in submersible pumps provide the grounds for proper and effective fluid management within different industrial contexts.
Why are submersible pumps preferred in industrial settings?
The submersible pumps are considered favorable within the industrial settings due to their solidity and assured reliability.
They can handle various liquid types, such as dirty water, sewage, and sludge, typically associated with specific industries like construction and wastewater management.
Their ability to operate at incredible depths extends their application to those where the use of a surface pump would be unsuitable or even impossible.
Other than that, there is limited potential for operational interruption with submersible pumps since they have been designed to operate continuously. This reliability is paramount in industries where the losses on idle time become very high.
The combination of these factors makes submersible pumps the choice in many industrial applications.
Types of Industrial Submersible Pumps
Variations in Designs and Models
Industrial submersible pumps have several design types that best suit specific applications.
There are single-stage pumps suitable for lower flow applications and multi-stage pumps designed for high pressure. Some pumps are designed for solids, while others have been optimized for clean water.
Each design has a different feature to itself to make it perform well and efficiently; hence, users find a model that precisely meets their needs of operation.
This variety ensures that businesses can find a submersible pump that best fits into their application, whether irrigation, construction, or sewage management.
Application
Industrial submersible pumps can be applied anywhere.
They provide reliable systems of irrigation in agriculture and serve to deliver water to the produce on time. In construction, they are useful in the dewatering of excavation sites to ensure that there will not be any delays in the projects caused by water accumulation.
Apart from that, submersible pumps also play their part in wastewater management by transferring sewage and effluent from treatment plants to their various disposal sites.
All this range of versatility within sectors brings into view the part and role played by submersible pumps in modern industrial processes where the main factor of concern is effective and efficient fluid handling.
Features and Specifications
Selection of an industrial submersible pump depends upon consideration of a few key features.
The flow rate is the quantity of gallons a particular pump can handle per minute, which defines how much fluid it actually moves.
Head height refers to the vertical distance over which the pump can raise the fluid effectively-a factor very important in those tasks requiring deep extraction.
There are even energy efficiency ratings available to help the businesses choose a pump that will keep their operating costs low.
Other features that may be included, such as corrosion-resistant materials and automatic shut-off systems, further enhance the reliability and service life of the pump. These specifications are crucial in making an informed purchase decision.

Applications and Benefits
Benefits of Using Industrial Submersible Pumps in China
Industrial submersible pumps have a wide application in China due to its efficiency in water resource management.
They will come in very handy in the areas that suffer with water shortage, as they make irrigation and supplying water effectively possible. High-capacity operation in the most difficult conditions makes them highly applicable in many spheres, ranging from agriculture to building.
Submersible pumps allow for reasonable water usage, minimizing the wasting of water in correspondence with China’s ecological objectives. That makes them practical and responsible choices at once.
Product Recommend:
Applications of Industrial Submersible Pumps
The applications of submersible pumps are not limited to agriculture only. In mining, the functioning of a submersible pump in dewatering pits and subsidence of the level of groundwater is crucial in rendering mines safe to work in.
In construction, the submersible pumps come in handy in drawing off the water from excavated sites, without which it is impossible to pursue projects uninterruptedly.
Among these, the extraction of crude oil uses submersible pumps in handling wastewater within the oil and gas industry.
As a matter of fact, submersible pumps are very versatile, efficient, and essential tools that can handle different types of fluids. Thus, thousands of industrial processes cannot be carried out without them.
Key Features to Look for in Submersible Pumps
A submersible pump should be carefully selected according to a number of key features. For heavy-duty uses, pumps need to be made of durable materials with corrosion resistance.
Other additional features include protection from overheating, auto float switches that enable self-regulation, and energy efficiency ratings that ensure considerable cost savings in the long run.
Ease of Maintenance:
This feature enables the pumps to give long life with better performance due to less servicing time and easy service.
Advantages of Using Chinese Industrial Submersible Pumps
Affordable and Cost-effective
The main benefit of purchasing industrial submersible pumps from Chinese suppliers is cost-effectiveness of the deal.
Various firms within China utilize their highly advanced methods of manufacture, thereby ensuring that economies of scale accord them the necessary competitive edge in prices without compromising on the quality of the pumps.
These relatively cheap prices can enable companies, especially small and medium-sized, to afford better equipment for their operations.
They might be much cheaper upfront, thereby offering considerable budgetary savings on the pumps.
High Efficiency and Performance
Most Chinese industrial submersible pumps use the latest technology in pursuit of high efficiency and good performance.
A large number of models boast modern impeller designs and optimized motor configurations to help improve the flow of fluids, reduce energy consumption, and-most importantly-enhance the efficiency of the overall process.
This also helps organizations be in line with their goals by maximizing resource utilization, which in turn cuts energy bills. The result will be a pump that offers reliable service, adding to the user’s overall cost savings.
Resistance and Reliability
Strength and the ability to perform under harsh conditions epitomize Chinese industrial submersible pumps.
Many models boast quality materials resistant to corrosion and friction.
As such, they can serve well in tough environments like mining or waste management.
This is the reason one will rarely encounter them breaking down and necessitating replacement or repair. In this regard, it reduces downtime and maintenance costs resulting from malfunctioning.
The investment one makes in a durable pump will result in long-term savings and peace of mind for the business.

Maintenance and Optimization
Maintain Your Industrial Submersible Pump
You have to inspect the pump regularly for any potential problems. If the pump has to deal with dirty water, it is crucial to clean it regularly by removing the accumulating debris and sediment.
Moreover, by monitoring the performance metrics such as flow rate and pressure of the pump, one can effectively identify inefficiency in its early stage.
In such cases, a proactive maintenance strategy ensures that the business can be assured of a reliable and efficient pump.
Type of Maintenance for Industrial Submersible Pumps
Among them, seals and gaskets should be checked on a regular basis for wear and tear to avoid any leakage.
Also, periodic lubrication of moving parts will ensure smooth operation. Besides, cleaning of filters and suction screens will help to avoid blockages and to keep flow rates as optimal.
Monitoring electrical component and electrical connections will help to prevent electrical failures.
A routine maintenance schedule can also greatly extend the life of a pump while improving efficiency.
Troubleshooting Common Issues
Overheating may be due to insufficient lubrication or a higher workload beyond normal; strange noises indicate mechanical problems.
Reduced flow rates could be indicative of blockages in the impeller or its wear. Early detection of such conditions is quite vital to prevent further serious damage.
With a scheduled maintenance check, performance monitoring will point out these faults prior to the system deteriorating to costly repairs or replacement.
Tips for the Optimization of the Performance
The best way of realizing optimum performance from your industrial submersible pump is by correctly sizing it for the intended application.
An over-sized pump will only result in inefficiency and waste whereas an under-sized pump will lag behind the demand it should supply. Other than proper sizing, detailed performance enhancement could be achieved with regular cleaning and lubrication.
This would include monitoring operational conditions, for instance, temperature and fluid characteristics, which, if changed, can improve efficiency. In this respect, a business will be operating its pumps within the realm of optimal performance in order to achieve high productivity with reduced operation costs.

Conclusion
In short, submersible industrial pumps owe their indispensable assistant status to any type of industry or enterprise for a lot of advantageous features.
Really efficient, reliable, and versatile, understanding their mechanics, applications, and maintenance needs informs better decision-making. Chinese models offer just another major advantage-cost-effectiveness.
Ensuring optimization with operational reliability, the proper selection of industrial submersible pumps is a very important decision.
Companies considering application requirements, their ability to maintain these items, and overall costs are able to select an optimal pump for the best of their needs.
This well-strategized decision will have big influence on productivity and efficiency that consequently will affect the success and continuity of their operations.